11 consejos para soldar aluminio en la construcción naval
11 consejos para soldar aluminio en la industria de la construcción naval
Por Frank G. Armao, Director, Tecnología de soldadura de aluminio
The Lincoln Electric Company
Las aleaciones de aluminio son ligeras y resistentes a la corrosión en entornos marinos, lo que las convierte en un material superior para su uso en la industria de la construcción naval.
Hay dos aspectos que hacen que la soldadura general de aluminio sea diferente de la soldadura de acero en la industria de la construcción naval, y ambos están relacionados con el hecho de que gran parte de la soldadura se realiza al aire libre:
- El almacenamiento de placas y extrusiones de aluminio es fundamental para evitar la oxidación.
- Se debe tener especial cuidado para evitar brisas en el área de soldadura.
Ambos aspectos se discutirán con más detalle en las próximas páginas.

Sepa qué aleación de aluminio está soldando
No es suficiente saber que está soldando aluminio. Los profesionales de la soldadura deben saber qué aleación está a punto de soldarse y deben conocer el metal de aportación correcto que deben utilizar. Las aleaciones más comunes utilizadas en la construcción naval son las aleaciones de láminas de Al-Mg 5XXX y las aleaciones de extrusión Al-Mg-Si 6XXX, principalmente debido a su excelente resistencia a la corrosión.
La mayoría de las aleaciones de aluminio son fácilmente soldables por arco. Prácticamente todas las aleaciones de las series 1XXX, 3XXX, 4XXX, 5XXX y 6XXX pueden soldarse con arco usando GTAW y GMAW. Sin embargo, la mayoría de las aleaciones de las series 2XXX y 7XXX no se pueden soldar con arco. Las únicas aleaciones soldables por arco en la serie 2XXX son 2219 y 2519. Casi todas las demás aleaciones 2XXX se agrietarán severamente cuando se suelden. Del mismo modo, las únicas aleaciones de la familia 7XXX que pueden soldarse con arco son 7003, 7004, 7005 y 7039.
Específicamente, tenga especial cuidado con 2024 y 7075. Es tentador comprar una de estas aleaciones para soldadura de reparación porque son fuertes y están comúnmente disponibles, pero son sensibles a las grietas en la soldadura por arco.
Soldar una aleación "no soldable" o usar la aleación de relleno incorrecta puede resultar en un agrietamiento inmediato o una falla prematura en el servicio en un momento posterior.
¿Cuándo debe precalentar?
Algunas personas creen que todas las soldaduras de aluminio, tanto GTAW como GMAW, deben precalentarse. Eso no es cierto. De hecho, si tiene el equipo correcto, el precalentamiento rara vez es necesario.
Además, un precalentamiento excesivo puede degradar gravemente las propiedades mecánicas. El último paso en el tratamiento térmico es el envejecimiento, que se realiza a temperaturas entre 325 y 400 ° F. Si precalienta a la temperatura de envejecimiento o por encima de ella, arruinará las propiedades mecánicas de la aleación.
Esto no quiere decir que todo el precalentamiento sea malo. Por ejemplo, si la temperatura exterior y la humedad son muy altas, es aceptable precalentar a 200 ° F para eliminar la humedad. No te dejes llevar.
Almacenamiento de láminas, placas y extrusiones de aluminio
Para la mayoría de las industrias, la recomendación estándar es almacenar el aluminio en el interior antes de la fabricación. Si bien esa es una buena recomendación, probablemente no sea realista en la industria de la construcción naval, donde la mayoría de las soldaduras se realizan al aire libre. Hay recomendaciones de almacenamiento más realistas para la construcción naval.

Primero, si es posible, no apile las placas de aluminio en una pila plana en el suelo. El almacenamiento de esta manera atrapa el agua entre las láminas, lo que aumenta las tasas de corrosión. En su lugar, apile los platos sobre los bordes para permitir que el agua se escurra entre las piezas. Si las hojas deben apilarse en posición horizontal, retire cualquier papel entrelazado o empaquetado entre las placas. Si se deja en su lugar, el papel actuará como una mecha y atraerá agua entre los platos. Si las hojas están apiladas, trate de no apilar una hoja directamente encima de otra. En su lugar, inserte pequeñas "pegatinas" de madera o aluminio entre las hojas para que el agua se escurra.
Todo esto está destinado a minimizar la cantidad de corrosión, es decir, óxido espeso que se puede formar entre las hojas almacenadas. Cualquier óxido espeso deberá eliminarse mecánicamente antes de soldar.

Asegúrese de limpiar las piezas adecuadamente antes de soldar
La limpieza del aluminio antes de soldar consta de dos operaciones separadas y distintas. En primer lugar, se deben eliminar todos los aceites, lubricantes, refrigerantes de mecanizado y otros hidrocarburos utilizados en la fabricación. Cualquier hidrocarburo que quede en el material entrará en el arco de soldadura y liberará gas hidrógeno, que causa la porosidad de la soldadura.
La eliminación de hidrocarburos se puede realizar de dos formas. Lo más común es limpiar la placa con un trapo limpio saturado con un buen solvente desengrasante, como acetona, tolueno, MEK o limpiador de carburación. (Los alcoholes no son buenos desengrasantes y no deben usarse para limpiar aluminio). Alternativamente, pero menos común, el aluminio se puede sumergir en un tanque que contenga una solución alcalina suave, luego enjuagar y secar.
En segundo lugar, elimine los óxidos pesados del aluminio antes de soldar. Esto se hace normalmente a mano o mecánicamente con un cepillo de alambre de acero inoxidable. En los casos en que los materiales se almacenan en el exterior y desarrollan un óxido gris pesado, puede ser necesario eliminar el óxido con un disco de lijar o esmerilar.
Utilice el equipo correcto
Antes de comenzar cada turno, los soldadores deben asegurarse de que el equipo de soldadura esté configurado correctamente para aluminio. Esto es especialmente importante si el equipo se usa indistintamente para soldar diferentes materiales.
Específicamente para soldadura GMAW:
- Asegúrese de que el freno del carrete no esté demasiado apretado. La tensión excesiva provocará problemas de alimentación de alambre. El freno debe estar lo suficientemente apretado para que el carrete no gire libremente cuando se detiene el cable.
- Asegúrese de que los rodillos impulsores estén hechos de aluminio y tengan el diámetro correcto. El uso de rodillos impulsores de ranura en V, que están hechos para soldar acero, sobre aluminio deformará el alambre de aluminio y provocará dificultades de alimentación.
- Ajuste la tensión de los rodillos impulsores solo lo suficiente para que los rodillos impulsores no se deslicen sobre el alambre. Una tensión excesiva hará que el alambre de relleno se deforme.
- Asegúrese de que los bujes guía de plástico de entrada y salida correctos estén en su lugar. El uso de las piezas de acero utilizadas para alimentar el alambre de acero causará problemas de alimentación.
- Asegúrese de que el revestimiento de la pistola sea del material plástico correcto utilizado para el aluminio. El uso del revestimiento de pistola de acero helicoidal que se usa típicamente para alimentar el alambre de acero quitará pequeñas virutas del alambre de aluminio blando y hará que el revestimiento se obstruya.
- Asegúrese de que la punta de contacto sea del tamaño adecuado para el alambre de aluminio que se alimenta. Algunas personas creen que es una buena idea usar una punta de contacto de gran tamaño, por ejemplo, una punta de contacto de 1/16 de pulgada para alimentar alambre de 3/64 de pulgada. NO HAGAS ESTO. La punta debe tener un tamaño que permita pasar libremente el cable a través, pero aún lo suficientemente apretada para proporcionar un contacto eléctrico uniforme entre la punta de contacto y el cable. Una punta de contacto de gran tamaño no permitirá una transferencia de corriente uniforme, lo que resultará en un número excesivo de quemaduras.

Utilice el caudal de gas protector correcto
Los índices de flujo del gas protector de argón deben ser de un mínimo de 35 SCFH para GMAW y 25 SCFH para GTAW. Si se utiliza una copa de gas de gran diámetro o una boquilla de gas, se deben aumentar los caudales para ambos procesos de soldadura. Si la soldadura se realiza en el exterior, las velocidades de flujo del gas protector deberían ser incluso mayores (45 SCFH mínimo para GMAW y 35 SCFH para GTAW) porque el gas argón es más liviano que el aire y más susceptible al viento y la brisa. La falta de gas protector alrededor del charco de soldadura causará porosidad. Si el gas protector es una mezcla de argón / helio, las velocidades de flujo deben aumentarse en aproximadamente un 25%, ya que el helio proporciona poca acción limpiadora.
Una vez que el área de soldadura esté limpia, manténgala limpia
Una vez que las piezas individuales estén limpias y encajadas, realice la soldadura lo más rápido posible. La principal preocupación aquí no es que las piezas se oxiden; a temperatura ambiente, el aluminio se oxida lentamente si se mantiene seco. La verdadera preocupación es que la suciedad, el aceite, el vapor de agua, etc. en el entorno del taller contaminarán el material limpiado. Una vez limpias, ajustadas y ensambladas, no deje que las piezas se asienten sin protección durante la noche o durante el fin de semana. Si las piezas deben permanecer sin soldar durante un período de tiempo, coloque papel de artesanía marrón sobre la costura de soldadura y péguelo con cinta adhesiva.
Almacene el alambre de relleno de soldadura correctamente
El alambre de relleno de aluminio debe almacenarse en un ambiente limpio y seco, preferiblemente en su empaque original. En tales condiciones, el alambre tiene una vida útil útil de varios años.
Si bien no es necesario almacenar el cable en un entorno con aire acondicionado, sí ayuda a almacenarlo en condiciones de baja humedad relativa. No se debe permitir que se moje.
La forma más sencilla de hacerlo es almacenar el cable en su embalaje original en gabinetes metálicos cerrados, que contienen una bombilla iluminada de 60 vatios. El calor de la bombilla aumentará la temperatura dentro del gabinete aproximadamente 10 ° F, lo que reducirá la humedad relativa.
Los rollos de alambre que se usan parcialmente no deben dejarse descubiertos en la máquina de soldar durante la noche. Deben devolverse a su embalaje original. Alternativamente, hay cubiertas de carrete de plástico disponibles para montar en la mayoría de los alimentadores de alambre. Mantener un carrete de alambre en el alimentador hasta que
el carrete se ha utilizado por completo está bien.
Almacenar alambre en un ambiente con aire acondicionado también puede causar problemas. Si el cable, que está relativamente frío, se lleva al taller en un día caluroso y húmedo y se abre inmediatamente, es posible que el aire húmedo se condense en el cable. Si el cable se almacena en una habitación con aire acondicionado, asegúrese de llevarlo al taller y dejarlo sin abrir hasta que se caliente. De hecho, el almacenamiento en una habitación deshumidificada es preferible al almacenamiento en una habitación con aire acondicionado. Sin embargo, tampoco es esencial si el cable se almacena como se recomienda anteriormente.
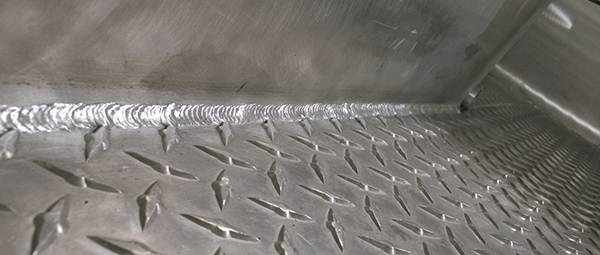
Tejido y oscilación en línea
Si bien todos están de acuerdo en que el tejido de lado a lado a lo largo de la costura produce una entrada de calor excesiva y no debe usarse, es muy común en algunas industrias que los soldadores usen un tejido en línea o "barajado". El propósito de la mezcla es producir la apariencia de "moneda de diez centavos apilados" si la soldadura no es demasiado grande. La principal ventaja de esta técnica es que produce ondulaciones de soldadura obvias regularmente espaciadas similares a una soldadura GTAW. Sin embargo, la mezcla no produce una mejor penetración o limpieza, ni una mejor calidad de soldadura. Es meramente cosmético.
La reproducción aleatoria está bien siempre que se controle la amplitud de la reproducción aleatoria. Debe ser de aproximadamente 1/8 a 3/16 de pulgada (3 mm a 5 mm). Si la amplitud de la mezcla es mayor que esto, puede producir puntos bajos entre cada ondulación de la soldadura. Esto puede reducir la garganta de la soldadura y no es aceptable.
Make Sure You Are Using the Correct Filler Alloy
The most common applications in shipbuilding are joining one of the 5XXX Al-Mg sheet/plate alloys, such as 5052, 5154, 5454 or 5083, to themselves or for joining one of the 6XXX extrusion alloys to a 5XXX alloy.
For joining the 5XXX alloys to themselves, the correct filler is 5554 for welding 5154 or 5454. For welding 5052, 5356 should be used. For welding 5083, which has a higher strength, 5556 or 5183 is recommended because 5356 does not quite match the strength of 5083. 4043 filler should not be used to weld 5XXX alloys, except for 5052, which has low Mg content.
For joining 5XXX sheet or plate to the 6XXX extrusion alloys, such as 6061-T6, the recommended filler alloys are 5356 or 5554. 4043 filler is not commonly used in shipbuilding because of its lower corrosion resistance. There is no advantage in using the higher strength fillers 5183 or 5556 in this application. Some suppliers will try to sell these alloys for this application because they are higher cost, but they are not beneficial.
We have attempted to give some guidance that is helpful to aluminum welders in the shipbuilding industry, though it is by no means comprehensive. Hopefully, this article has given you a few more ideas on how to improve your aluminum shipbuilding welding skills.