Fusión de soldadura frente a penetración de soldadura
He escuchado a algunas personas decir que con todas las soldaduras, debe tener una penetración profunda o máxima en la placa base para que una soldadura sea fuerte. Si tiene una penetración poco profunda, la soldadura es más débil. Siempre es mejor la penetración de soldadura más profunda posible. ¿Son estas declaraciones precisas?
No, no es exacto decir en todos los casos que un aumento en la penetración de la soldadura se correlaciona directamente con un aumento en la resistencia de la soldadura (donde "resistencia" se refiere al límite elástico de la soldadura y la resistencia máxima a la tracción, ambos medidos en libras por pulgada cuadrada ( psi), kilo psi (ksi) o megapascales (MPa). La resistencia de una soldadura se determina al lograr una fusión completa y por otros factores, dependiendo del tipo de soldadura. Esta pregunta merece una discusión sobre las diferencias entre la “fusión” de soldadura y la soldadura "penetración". Para mantener el artículo bastante breve, la discusión se limitará a la soldadura por arco, dos tipos comunes de uniones soldadas (T y tope) y dos tipos comunes de soldaduras (filete y ranura). Vea los ejemplos en la Figura 1.

Figura 1: Tipos comunes de juntas y soldaduras
La soldadura por arco consiste en tomar dos o más piezas de metal separadas y unirlas en una sección continua u homogénea. Logras coalescencia, lo que significa mezclarse o unirse. En otras palabras, el propósito de la soldadura por arco es lograr la fusión entre las piezas de metal inicialmente separadas. La American Welding Society (AWS) define la fusión como "La fusión del metal de aportación y el metal base (sustrato), o solo del metal base, lo que da como resultado la coalescencia" (Términos y definiciones estándar de soldadura ANSI / AWS A3.0). La fusión ocurre cuando tienes enlaces atómicos de los metales. Las moléculas de cada pieza de metal separada y el metal de aportación se unen cuando tienes 1) limpieza atómica y 2) cercanía atómica (ver Figura 2). Esto ocurre con la soldadura por arco de manera que los átomos de cada pieza de metal se unen con electrones compartidos para convertirse en una pieza de metal sólida u homogénea.
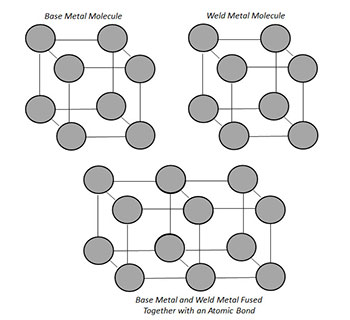
Figura 2: Enlace atómico
Ahora, por otro lado, AWS define la penetración, o bien denominada profundidad de fusión, como “La distancia que se extiende la fusión hacia el metal base o el paso anterior desde la superficie fundida durante la soldadura”. Una sección transversal de una soldadura (particularmente cuando está grabada) le mostrará el perfil de penetración de la soldadura, incluida la profundidad y el ancho de penetración (vea los ejemplos en las Figuras 3 y 4, que también nombran y resaltan las diversas partes de un filete y una ranura soldar). Para lograr la resistencia de soldadura adecuada, todas las soldaduras requieren que se produzca una fusión completa entre las piezas de metal y el metal de aporte, pero no todas las juntas requieren una gran profundidad de fusión o penetración profunda. Siempre que haya logrado una fusión completa entre el metal de aportación y las placas base (y cuando sea apropiado, la barra de respaldo de acero), habrá unido con éxito el metal en una sola pieza homogénea. No importa si tiene una penetración profunda o superficial. Teóricamente (pero no de manera realista), incluso podría tener una fusión completa a la profundidad de unas pocas moléculas y aún así haber soldado las piezas.
Como ejemplo, consulte la unión en T y la soldadura de filete en la Figura 3. La resistencia de soldadura requerida se logra al tener una fusión completa y al producir el tamaño de soldadura de filete adecuado (medido por la longitud de la pierna o la longitud teórica de la garganta) para una soldadura determinada. . El ingeniero de diseño determina el tamaño de soldadura apropiado necesario para lograr la resistencia adecuada de la soldadura durante la etapa de diseño. Cómo se determina esto está más allá del alcance de este artículo. Sin embargo, como fabricante, siempre que realice la soldadura del tamaño adecuado según la especificación de diseño y logre una fusión completa entre el metal de aportación y las placas base, incluida la raíz, habrá producido una soldadura de resistencia suficiente. La resistencia de la soldadura no está determinada por el nivel de penetración en las placas base.

Figura 3: Partes de una soldadura de filete
Como otro ejemplo, consulte la unión a tope y la soldadura de ranura en V simple de penetración completa de la unión (CJP) en la Figura 4. La resistencia de soldadura adecuada para una soldadura de ranura CJP se logra al tener una fusión de soldadura completa y al usar el metal de relleno de resistencia correcta (es decir, uno que tenga al menos una resistencia equivalente a la del metal base). Nuevamente, la resistencia de la soldadura no está determinada por el nivel de penetración en las placas base.
Tenga en cuenta también que con una soldadura de ranura CJP, el tamaño de la soldadura tampoco determina la resistencia de la soldadura, como lo hace con una soldadura de filete. Más bien, el tamaño de la soldadura es simplemente el volumen resultante de metal de soldadura necesario para llenar la junta con las dimensiones adecuadas (es decir, los grados del ángulo de bisel o el ángulo incluido y el ancho de la abertura de la raíz). Las dimensiones adecuadas de la junta son aquellas que permiten un acceso suficiente del electrodo en la junta para que se puedan utilizar buenas técnicas de soldadura para lograr una fusión completa con las placas base (y la barra de respaldo de acero). Además, las dimensiones adecuadas de la junta son necesarias para garantizar que la pasada de raíz tenga la proporción correcta de profundidad a ancho (que se explica más adelante en este artículo).

Figura 4: Partes de una soldadura ranurada
En este artículo se ha enfatizado la necesidad de lograr una fusión completa. Esto se debe a que puede surgir un problema si tiene una falta de fusión en cualquier parte de la articulación. Esto puede ser una discontinuidad con la fusión de la pared lateral, apropiadamente denominada penetración articular, o fusión en la raíz, apropiadamente denominada penetración radicular. La fusión incompleta puede convertirse en un área de defecto de soldadura, lo que puede afectar la resistencia de la soldadura y, en última instancia, provocar una falla en la soldadura. La Figura 5 muestra ejemplos de perfiles de soldadura aceptables e inaceptables.

Figura 5: Perfiles de soldadura de filete
Si bien no está necesariamente relacionado con la resistencia de la soldadura, hay situaciones en las que una penetración más profunda de la soldadura puede ser beneficiosa. Aquí hay tres ejemplos:
Beneficio: como se indicó anteriormente, debe lograr una fusión completa en la raíz de una unión soldada. Si el electrodo no apunta correctamente a la raíz, la longitud del arco o la distancia entre la punta de contacto y el trabajo (CTWD) no se mantiene a una distancia constante y / o no se utilizan los procedimientos o la configuración adecuados, entonces no hay problemas de fusión en la raíz. es más probable que ocurran. Estos factores están controlados por las habilidades de soldadura del operador, y es más probable que los soldadores menos experimentados tengan problemas de falta de fusión. Cuando tiene un procedimiento de soldadura que produce una penetración de soldadura más profunda (y un perfil de penetración más amplio resultante), aumenta las posibilidades de lograr una fusión completa en la raíz, incluso con soldadores que tienen habilidades limitadas. Un perfil de penetración más profundo y más amplio cubre un área más grande. Por lo tanto, es más probable que aún golpee la raíz (es decir, logre la fusión) incluso si el arco no está enfocado directamente en él.
Beneficio: La Figura 6 muestra ejemplos de soldaduras de ranura CJP en una junta a tope con una dimensión de la cara de la raíz (es decir, el borde cuadrado o la parte no biselada de los bordes de la placa en una junta a tope). Estas uniones se soldarán desde el primer lado (con una o más pasadas, dependiendo del espesor de la placa). Luego, por lo general, la pieza soldada se voltea y se suelda desde el segundo lado (nuevamente, con una o más pasadas). Para lograr una penetración completa de la junta, las placas deben estar biseladas, como en la junta de doble V que se muestra en la imagen superior. O si se trata de una junta de borde cuadrado (que se muestra en la imagen inferior), luego de que se suelda el primer lado, el segundo lado de la junta debe primero perforarse hacia atrás para soldar el metal sano. Luego se suelda el segundo lado. Si se utilizaran procedimientos de soldadura que produjeran una penetración de soldadura más profunda, entonces la profundidad de los biseles de la junta no necesitaría ser tan profunda, lo que alargaría la cara de la raíz. O en el caso de los bordes cuadrados, no sería necesario quitar tanta placa base en el segundo lado mediante un desbaste trasero antes de alcanzar el metal de soldadura sólido. En cualquier caso, se reduciría el volumen de metal de soldadura necesario para rellenar la junta. Esto reduce tanto la cantidad de metal de aportación necesaria para rellenar la junta como el tiempo de soldadura. Menos soldadura también reduciría los posibles problemas de alabeo de la placa.

Figura 6: Articulaciones que requieren penetración
Beneficio: Para soldaduras de filete con una cara plana e incluso tamaños de pata, la distancia desde la cara de la soldadura hasta la raíz se denomina garganta teórica. Si logra la fusión más allá de la raíz, entonces la longitud de la garganta real o efectiva aumenta (consulte la Figura 3 para identificar las gargantas teórica y real). Por lo general, no se otorga ningún crédito de diseño de resistencia adicional a la soldadura por la penetración normal de la raíz. Sin embargo, si se puede lograr una penetración de la raíz significativa y constante, lo que aumenta significativamente la profundidad efectiva de la garganta, entonces el tamaño de la pata de filete se puede reducir sin sacrificar la resistencia de la soldadura (ver ejemplo en la Figura 7). Una penetración de soldadura más profunda no produce una soldadura de filete con más fuerza de soldadura. Más bien, permite realizar una soldadura de filete más pequeña con el mismo nivel de resistencia que una soldadura de filete más grande hecha con menos penetración de soldadura. Las soldaduras de filete más pequeñas disminuyen la cantidad de metal de soldadura necesaria e incluso pueden permitir mayores velocidades de desplazamiento. Este beneficio podría materializarse potencialmente mediante el uso del proceso de soldadura por arco sumergido (SAW), conocido por sus capacidades de penetración profunda. Otros procesos de soldadura por arco también pueden lograr una penetración profunda. Sin embargo, el taller de fabricación debe ser capaz de producir el nivel de penetración más profundo de manera consistente, por lo que este concepto puede no ser siempre aplicable. Este artículo de Welding Innovations del sitio web de la Fundación James F. Lincoln trata este tema con más detalle.

Figura 7: Gran garganta eficaz producida con una penetración de soldadura significativamente más profunda
También hay situaciones en las que una penetración más profunda de la soldadura puede ser perjudicial. Aquí hay tres ejemplos:
Limitación: La penetración profunda puede ser problemática cuando la quema es una preocupación. Al soldar sobre material delgado, como una hoja de metal de espesor calibre, una penetración excesiva puede hacer que la soldadura se queme a través de la junta y se caiga por la parte inferior. En otros casos, se hace una pasada de raíz delgada en una junta de raíz abierta (por ejemplo, junta de tubería). Si la segunda pasada tiene demasiada penetración, la quema a través de la pasada raíz puede ser un problema.
Limitación: Si la penetración es demasiado profunda, el agrietamiento de la línea central (una forma de agrietamiento en caliente) puede convertirse en un problema. Consulte la Figura 8 para ver un ejemplo de una grieta en la línea central en una soldadura de filete. Se debe mantener un equilibrio entre la profundidad de penetración y el ancho del paso de raíz. La relación de profundidad a ancho (relación W / D) no debe exceder de 1 a 1,2. Esto mantiene la forma de la soldadura bastante uniforme. A medida que el metal de soldadura se solidifica, las tensiones de contracción son, por tanto, bastante uniformes en todas las direcciones. Sin embargo, si la soldadura es significativamente más profunda que ancha, las tensiones de contracción son desiguales y, como resultado, la soldadura se agrietará en el centro del cordón.
Figura 8: Soldadura de penetración profunda con grietas en la línea central debido a una relación W / D insuficiente
Limitación: Demasiada mezcla con la placa base también puede ser un problema con las soldaduras de penetración profunda. A medida que aumenta la penetración, también lo hace el volumen de la placa base que se derrite y se combina con el metal de relleno en el charco de soldadura resultante. Esto posiblemente puede agregar elementos adicionales al charco de soldadura que hace que la soldadura sea más sensible a las grietas. Los ejemplos incluirían la soldadura en grados de acero de mecanizado libre con niveles más altos de azufre, fósforo y / o plomo. Estos elementos más blandos tienen temperaturas de fusión (y solidificación) más bajas que el acero. Entonces, en el charco de soldadura líquida, tienden a migrar al centro de la soldadura donde son los últimos elementos en solidificarse. Esta alta concentración de elementos más blandos en el centro del cordón de soldadura a menudo conduce al agrietamiento de la línea central debido a las tensiones de contracción de solidificación de la soldadura.
Además, en el caso de aplicaciones de revestimiento duro o superposición, una penetración más profunda puede diluir la química del depósito de soldadura y potencialmente disminuir sus propiedades de resistencia al desgaste resultantes. Las soldaduras superpuestas son simplemente soldaduras de "cordón sobre placa". La Figura 9 muestra una capa de soldadura con una penetración mínima y, por lo tanto, una mezcla mínima entre el metal de soldadura y la placa base. La Figura 10 muestra una soldadura de cordón sobre placa con una penetración más profunda y, por lo tanto, mucho más aditivo entre el metal de soldadura y la placa base.

Figure 9:Soldar con poca penetración

Figura 10: Soldadura con penetración profunda