Cavités de retrait de cratère de soudure
Je soude avec un fil fourré blindé au gaz et je remarque souvent qu'il y a un trou ou un divot dans le cratère de la soudure. Qu'est-ce que c'est? Est-ce de la porosité dans le cratère? Comment puis-je m'en débarrasser?
Ce que vous décrivez est une cavité de retrait de cratère de soudure, également connue sous le nom de «tuyau». La Figure 1 montre un exemple d'une cavité de retrait de cratère dans le cratère de soudure, qui a été faite avec un fil blindé de gaz en acier doux fourré. Ce n'est pas la porosité de la soudure, mais plutôt un phénomène naturel que l'on trouve dans le soudage à l'arc. Il se forme lorsque le métal de soudure se solidifie dans le cratère. La Figure 2 montre une coupe transversale de la cavité de retrait de la Figure 1. Notez que le métal de soudure s'est solidifié avec une surface lisse.

Figure 1: Cavité de rétrécissement du cratère

Figure 2: Marco Etch de la cavité de retrait
Ce phénomène peut être mieux compris à plus grande échelle. Dans le processus de fabrication de l'acier, l'acier liquide peut être coulé ou coulé dans un grand moule pour former un lingot d'acier. Une masse de métal fondu commence naturellement à refroidir à la surface, et se solidifie bientôt pour former une enveloppe solide autour de la masse fondue au milieu. Lorsque l'acier entièrement désoxydé se solidifie à partir de l'état liquide, il se contracte dans une certaine mesure. La contraction qui résulte du refroidissement amène le métal à être attiré vers la pièce solide lors de son refroidissement. Les dernières étapes de la contraction se produisent dans la partie du lingot qui se solidifie en dernier, le centre, qui se refroidit finalement dans un état nid d'abeille. La formation de la cavité au centre du lingot est appelée tuyauterie. En raison de la force de gravité sur le métal fondu, cette cavité est bien formée vers l'extrémité supérieure du lingot. Voir l'exemple de tuyauterie en lingot d'acier sur la Figure 3. Ce même phénomène de tuyauterie se produit également dans le cratère d'une flaque de soudage à l'arc solidifiée, mais à une échelle beaucoup plus petite.
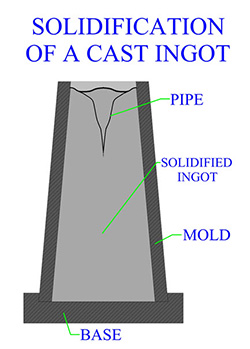
Figure 3
Là encore, ces cavités de retrait de cratère de soudure sont un phénomène naturel que l'on trouve dans le soudage à l'arc. Bien qu'ils puissent se produire avec tous les procédés de soudage à l'arc, ils sont plus fréquents avec des procédés capables de taux de dépôt plus élevés et de produire des flaques de soudure plus grandes (c'est-à-dire des soudures avec un plus grand volume de métal liquide). De plus, ils sont plus prononcés lors du soudage avec une progression verticale vers le haut, car l'effet de la gravité tend à augmenter la taille des tuyaux. Enfin, l'effet de tuyauterie variera en fonction du type de métal soudé.
Les cavités de retrait de cratère se produisent avec toutes les marques ou les électrodes de soudage de tous les fabricants. La Figure 4 montre des exemples de ces cavités de retrait dans des soudures réalisées avec quatre marques différentes de fils à blindage gazeux fourrés en acier inoxydable.

Figure 4: Soudures fourrées en acier inoxydable fabriquées avec différentes marques de fil
S'il est souhaitable de remplir le tuyau de cratère, quelques techniques de soudage de «remplissage de cratère» peuvent être utilisées pour ce faire. La méthode la plus efficace consiste à reculer ou à redescendre dans le cratère d'environ ½ "(12 mm) et à tenir pendant une seconde avant d'arrêter de souder. Une autre technique consiste à se placer sur le côté du cordon de soudure et à terminer sur le côté Pour les procédés de production de laitier, la deuxième méthode ne nécessite pas de souder à nouveau dans le laitier, mais elle conduit également à un cordon de soudure plus irrégulier qu'une technique à pas de retour rectiligne. La Figure 5 illustre ces deux techniques.

Figure 5: Techniques à utiliser pour remplir la cavité de rétrécissement du cratère