Fusion de soudure vs pénétration de soudure
J'ai entendu certaines personnes dire qu'avec toutes les soudures, vous devez avoir une pénétration profonde ou maximale dans la plaque de base pour qu'une soudure soit solide. Si vous avez une pénétration peu profonde, la soudure est plus faible. La pénétration de soudure la plus profonde possible est toujours la meilleure. Ces déclarations sont-elles exactes?
Non, il n'est pas exact de dire dans tous les cas qu'une augmentation de la pénétration de la soudure est directement corrélée à une augmentation de la résistance de la soudure (où «force» fait référence à la limite d'élasticité et à la résistance à la traction ultime de la soudure, toutes deux mesurées en livres par pouce carré ( psi), kilo psi (ksi) ou mégapascals (MPa). La résistance d'une soudure est déterminée en réalisant une fusion complète et par d'autres facteurs, selon le type de soudure. Cette question mérite une discussion sur les différences entre la «fusion» de soudure et la soudure Pour que l'article soit assez court, la discussion se limitera au soudage à l'arc, à deux types courants de joints de soudure (T et bout à bout) et à deux types courants de soudures (d'angle et de rainure). Voir les exemples dans la Figure 1.

Figure 1: Types communs de joints et de soudures
Le soudage à l'arc consiste à prendre deux ou plusieurs morceaux de métal séparés et à les assembler en une seule section continue ou homogène. Vous parvenez à la coalescence, ce qui signifie se fondre ou se rassembler. En d'autres termes, le but du soudage à l'arc est de réaliser une fusion entre les pièces de métal initialement séparées. L'American Welding Society (AWS) définit la fusion comme «la fusion du métal d'apport et du métal de base (substrat), ou du métal de base uniquement, ce qui entraîne une coalescence» (ANSI / AWS A3.0 Standard Welding Terms and Definitions). La fusion se produit lorsque vous avez une liaison atomique des métaux. Les molécules de chaque morceau de métal séparé et le métal d'apport se lient ensemble lorsque vous avez 1) la propreté atomique et 2) la proximité atomique (voir la Figure 2). Cela se produit avec le soudage à l'arc de telle sorte que les atomes de chaque morceau de métal se lient avec des électrons partagés pour devenir un morceau de métal solide ou homogène.
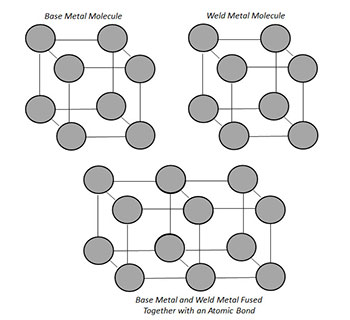
Figure 2: Liaison atomique
Maintenant, d'un autre côté, la pénétration, ou bien appelée profondeur de fusion, est définie par AWS comme: «La distance à laquelle la fusion s'étend dans le métal de base ou passe précédente de la surface fondue pendant le soudage». Une coupe transversale d'une soudure (en particulier lorsqu'elle est gravée) vous montrera le profil de pénétration de la soudure, y compris la profondeur et la largeur de pénétration (voir les exemples sur les Figures 3 et 4, qui nomment et mettent également en évidence les différentes parties d'un filet et d'une rainure souder). Pour obtenir la résistance de soudure appropriée, tout soudage nécessite une fusion complète entre les pièces de métal et de métal d'apport, mais tous les joints ne nécessitent pas une grande profondeur de fusion ou une pénétration profonde. Tant que vous avez réalisé une fusion complète entre le métal d'apport et les plaques de base (et le cas échéant, la barre d'appui en acier), vous avez réussi à assembler le métal en une seule pièce homogène. Peu importe si vous avez une pénétration profonde ou une pénétration peu profonde. Théoriquement (mais pas de manière réaliste), vous pourriez même avoir une fusion complète à la profondeur de quelques molécules et avoir encore soudé les pièces ensemble.
À titre d'exemple, reportez-vous au joint en T et à la soudure d'angle de la Figure 3. La résistance de soudure requise est obtenue en effectuant une fusion complète et en produisant la taille de soudure d'angle appropriée (mesurée soit par la longueur de jambe, soit par la longueur théorique de la gorge) pour une soudure donnée . La taille de soudure appropriée nécessaire pour obtenir une résistance de soudure adéquate est déterminée par l'ingénieur de conception pendant la phase de conception. La façon dont cela est déterminé dépasse le cadre de cet article. Cependant, en tant que fabricant, tant que vous effectuez la soudure de la taille appropriée selon les spécifications de conception et que vous réalisez une fusion complète entre le métal d'apport et les plaques de base, y compris la racine, vous avez produit une soudure d'une résistance suffisante. La résistance de la soudure n'est pas déterminée par le niveau de pénétration dans les plaques de base.

Figure 3: Parties d'une soudure d'angle
Comme autre exemple, reportez-vous à la soudure par rainure en V à joint bout à bout et à pénétration complète du joint (CJP) dans la Figure 4. La résistance de soudure appropriée pour une soudure sur rainure CJP est obtenue en ayant une fusion de soudure complète et en utilisant le métal d'apport de résistance correcte (c.-à-d. une résistance au moins équivalente à celle du métal de base). Là encore, la résistance de la soudure n'est pas déterminée par le niveau de pénétration dans les plaques de base.
Notez également qu'avec une soudure sur rainure CJP, la taille de la soudure ne détermine pas non plus la résistance de la soudure, comme c'est le cas avec une soudure d'angle. Au contraire, la taille de la soudure est simplement le volume résultant de métal de soudure nécessaire pour remplir le joint aux dimensions appropriées (c'est-à-dire les degrés de l'angle de biseau ou l'angle inclus et la largeur de l'ouverture de racine). Les dimensions de joint appropriées sont celles qui permettent un accès suffisant de l'électrode dans le joint pour que de bonnes techniques de soudage puissent être utilisées pour réaliser une fusion complète avec les plaques de base (et la barre d'appui en acier). De plus, des dimensions de joint appropriées sont nécessaires pour garantir que le passage de racine a le bon rapport profondeur / largeur (discuté plus loin dans cet article).

Figure 4: Parties d'une soudure de rainure
La nécessité de réaliser une fusion complète a été soulignée dans cet article. En effet, un problème peut survenir si vous avez un manque de fusion dans n'importe quelle partie de l'articulation. Cela peut être une discontinuité avec la fusion de la paroi latérale, correctement appelée pénétration articulaire, ou fusion à la racine, correctement appelée pénétration radiculaire. Une fusion incomplète peut devenir une zone de défaut de soudure, ce qui peut affecter la résistance de la soudure et finalement conduire à une défaillance de la soudure. La Figure 5 montre des exemples de profils de soudure acceptables et inacceptables.

Figure 5: Profils de soudure d'angle
Bien que cela ne soit pas nécessairement lié à la résistance de la soudure, il existe des situations dans lesquelles une pénétration plus profonde de la soudure peut être bénéfique. Voici trois exemples:
Avantage: comme indiqué précédemment, vous devez réaliser une fusion complète à la racine d'un joint de soudure. Si l'électrode n'est pas dirigée correctement vers la racine, la longueur de l'arc ou la distance de contact entre la pointe et la distance de travail (CTWD) n'est pas maintenue à une distance constante et / ou les procédures ou mises en place appropriées ne sont pas utilisées, alors l'absence de problèmes de fusion à la racine sont plus susceptibles de se produire. Ces facteurs sont contrôlés par les compétences en soudage de l’opérateur, les soudeurs moins expérimentés étant plus susceptibles d’avoir des problèmes de fusion. Lorsque vous avez une procédure de soudage qui produit une pénétration de soudure plus profonde (et un profil de pénétration plus large qui en résulte), vous augmentez les chances d'obtenir une fusion complète à la racine, même avec des soudeurs qui ont des compétences limitées. Un profil de pénétration plus profond et plus large couvre une zone plus grande. Ainsi, vous êtes plus susceptible de toujours frapper la racine (c'est-à-dire de réaliser la fusion) même si l'arc n'est pas focalisé directement sur elle.
Avantage: La figure 6 montre des exemples de soudures sur rainure CJP dans un joint bout à bout avec une dimension de face de racine (c'est-à-dire le bord carré ou la partie non biseautée des bords de la plaque dans un joint bout à bout). Ces joints seront soudés du premier côté (avec une ou plusieurs passes, selon l'épaisseur de la plaque). Ensuite, généralement, la soudure est retournée et soudée du deuxième côté (encore une fois, avec une ou plusieurs passes). Pour obtenir une pénétration complète du joint, les plaques doivent être biseautées, comme dans le double joint en V illustré sur la photo du haut. Ou s'il s'agit d'un joint à bord carré (illustré sur l'image du bas), une fois que le premier côté est soudé, le deuxième côté du joint doit d'abord être rogné sur le métal soudé. Ensuite, le deuxième côté est soudé. Si des procédures de soudage produisant une pénétration plus profonde de la soudure étaient utilisées, la profondeur des biseaux du joint n'aurait pas besoin d'être aussi profonde, ce qui allongerait la face de la racine. Ou dans le cas de bords carrés, il ne faudrait pas retirer autant de plaque de base du deuxième côté par gougeage arrière avant que le métal soudé sain ne soit atteint. Dans les deux cas, le volume de métal de soudure nécessaire pour remplir le joint serait réduit. Cela réduit à la fois la quantité de métal d'apport nécessaire pour remplir le joint et le temps de soudage. Moins de soudure réduirait également les problèmes potentiels de gauchissement des plaques.

Figure 6: Articulations nécessitant une pénétration
Avantage: Pour les soudures d'angle avec une face plate et même des tailles de pattes, la distance entre la face de soudure et la racine est appelée gorge théorique. Si vous réalisez une fusion au-delà de la racine, alors la longueur réelle ou effective de la gorge augmente (voir la Figure 3 pour l'identification des gorges théoriques et réelles). En général, aucun crédit de conception de résistance de soudure supplémentaire n'est accordé pour une pénétration normale des racines. Cependant, si une pénétration radiculaire significative et cohérente peut être obtenue, ce qui augmente considérablement la profondeur de gorge effective, alors la taille du pied de filet peut être réduite sans sacrifier la résistance de la soudure (voir exemple sur la figure 7). Une pénétration plus profonde de la soudure ne produit pas une soudure d'angle avec plus de résistance de soudure. Il permet plutôt de réaliser une soudure d'angle plus petite avec le même niveau de résistance qu'une soudure d'angle plus grande avec moins de pénétration de la soudure. Des soudures d'angle plus petites réduisent la quantité de métal de soudure nécessaire et peuvent même permettre des vitesses de déplacement accrues. Cet avantage pourrait être potentiellement réalisé en utilisant le procédé de soudage à l'arc submergé (SAW), connu pour ses capacités de pénétration profonde. D'autres procédés de soudage à l'arc peuvent également permettre une pénétration profonde. Cependant, l'atelier de fabrication doit être capable de produire le niveau de pénétration le plus profond sur une base cohérente, de sorte que ce concept peut ne pas toujours être applicable. Cet article Welding Innovations du site Web de la Fondation James F. Lincoln aborde ce sujet plus en détail.

Figure 7: Gorge efficace plus grande produite avec une pénétration de soudure beaucoup plus profonde
Il existe également des situations dans lesquelles une pénétration plus profonde de la soudure peut être préjudiciable. Voici trois exemples:
Limitation: La pénétration profonde peut être gênante lorsque la brûlure est un problème. Lors du soudage sur un matériau fin, comme une tôle d'épaisseur de calibre, une pénétration trop importante peut faire brûler la soudure tout au long du joint et tomber par le bas. Dans d'autres cas, une passe de racine mince est réalisée dans un joint de racine ouvert (par exemple, joint de tuyau). Si la deuxième passe a trop de pénétration, la brûlure à travers la passe racine peut être un problème.
Limitation: Si la pénétration est trop profonde, la fissuration de la ligne médiane (une forme de fissuration à chaud) peut devenir un problème. Voir la figure 8 pour un exemple de fissure de ligne médiane dans une soudure d'angle. Un équilibre doit être maintenu entre la profondeur de pénétration et la largeur du passage de racine. Le rapport profondeur / largeur (rapport L / P) ne doit pas dépasser 1 à 1,2. Cela maintient la forme de la soudure assez uniforme. Au fur et à mesure que le métal de soudure se solidifie, les contraintes de retrait sont ainsi assez uniformes dans toutes les directions. Cependant, si la soudure est nettement plus profonde que large, les contraintes de retrait sont inégales et la soudure se fissurera au centre du cordon en conséquence.

Figure 8: Soudure par pénétration profonde avec fissure au centre en raison d'un rapport L / D insuffisant
Limitation: Trop de mélange avec la plaque de base peut également être un problème avec les soudures à pénétration profonde. Au fur et à mesure que la pénétration augmente, le volume de la plaque de base qui est fondue et combiné avec le métal d'apport dans la flaque de soudure résultante augmente également. Cela peut éventuellement ajouter des éléments supplémentaires dans la flaque de soudure qui rend la soudure plus sensible aux fissures. Les exemples incluent le soudage sur des nuances d'acier à usinage libre avec des niveaux plus élevés de soufre, de phosphore et / ou de plomb. Ces éléments plus mous ont des températures de fusion (et de solidification) inférieures à celles de l'acier. Ainsi, dans la flaque de soudure liquide, ils ont tendance à migrer vers le centre de la soudure où ils sont les derniers éléments à se solidifier. Cette concentration élevée d'éléments plus mous au centre du cordon de soudure conduit souvent à une fissuration de la ligne médiane due aux contraintes de retrait de solidification de la soudure.
De plus, dans le cas des applications de rechargement dur ou de recouvrement, une pénétration plus profonde peut diluer la chimie du dépôt de soudure et potentiellement diminuer ses propriétés de résistance à l'usure qui en résultent. Les soudures superposées sont simplement des soudures «cordon sur plaque». La Figure 9 montre une superposition de soudure avec une pénétration minimale et donc un mélange minimal entre le métal de soudure et la plaque de base. La Figure 10 montre un cordon de soudure sur plaque avec une pénétration plus profonde et donc beaucoup plus de mélange entre le métal de soudure et la plaque de base.

Figure 9: Soudure avec pénétration peu profonde

Figure 10: Soudure avec pénétration profonde