AMERICAN HIGHWAY INCREASES PRODUCTION AND IMPROVES DELIVERY WITH ROBOTIC WELDING

Robotic welding on a Dual Headstock System 55
As one drives down a city street in heavy traffic, manhole risers are not usually top of mind. “When people drive on the road, they think every manhole is the same,” says Scott Fier, owner of American Highway Products (AHP). “They are not all the same – not even close.”
Bolivar, Ohio-based AHP has patented and manufactured four different risers, including a “Pivoted Turnbuckle” manhole riser since the company was founded in 1978. Over the years, AHP has expanded significantly, especially since Fier took over from his father, the company’s founder, in 1995. The company’s Pivoted Turnbuckle manhole risers are now used in many major U.S. and Canadian cities, from San Francisco to Baltimore and Chicago to Tampa, and many cities in-between. The company produces 25,000 to 30,000 units a year – up to 52 different sizes a day. About 90% of units manufactured by AHP are not in inventory. They are manufactured to customers’ exact standards.

Expandable manhole risers

“We constantly receive dimensions from many municipalities and contractors,” Fier points out. “We’ll manufacture risers for their castings. A lot of cities spec our risers because of our Pivoted Turnbuckle. It’s what separates us from our competition.”
Working with Lincoln Electric®, AHP implemented a robotic solution for the welding process that will help increase production while maintaining the quality and safety of its product.
The company faced challenges on the welding front as it contemplated expansion, including:
A lack of available certified welders to meet demand
The desire to increase production of its Pivoted Turnbuckle manhole risers; manual welding is a bottleneck
Producing consistent quality welds that are flush and spatter-free
Automating the process because the size of risers varies by type and city standard requirements
Fier’s father patented AHP’s first riser in 1978 and later patented 3 more risers including the Pivoted Turnbuckle manhole riser. He built a weld fixture that accommodated a change in the diameter of the riser, from 14 to 50 inch in increments of 1/16 inch. Fier built on his father’s design to allow the company to increase production. The Pivoted Turnbuckle manhole riser accommodates a plus or minus 1/2-inch diameter change, giving an entire 1-inch diametric manhole riser variance.
Welding is a critical step to riser production. When the riser is installed on a street, it has to lay level to the road. Any height discrepancy could be a safety hazard to pedestrian and vehicle traffic. The welds have to be
strong and flush to obtain full circumferential engagement on the manhole frame.
Working with Lincoln Electric, AHP implemented a robot and tabletop solution that produces the quality welds needed at the speed required to keep up with growing demand. The Lincoln Electric System 55 Dual Headstock System is a robot welding cell ideal for welding parts using the flexibility of reorientation, accommodating a variety of unit sizes. The program is written to weld risers in diameters ranging from 16 inches to 33.5 inches in 1/16-inch increments, which equals 281 different diameters. The fixture is also designed for lift thicknesses ranging from 3/4 inch to 5 3/4 inches in 1/4 inch increments, which equals 21 different bar sizes, and lid thicknesses of 1/2 to 3 inches in 1/16 inch increments, which equals 41 different lid thicknesses. Together, it equates to 241,941 different manhole risers. The program also accommodates for three different bar thicknesses (5/8 inch, 3/4 inch and 1 inch) needed for different types of manhole castings, totaling 725,823 different parts.
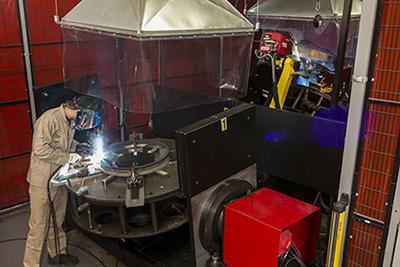
AHP operator manual welds a one inch section of the riser in preparation for assembly

The software program for the System 55 can accommodate each of those parts with one program. Lincoln Electric worked closely with the team at AHP to program the System 55. The robot has two laser sensors, used to feed the program parameters to identify the weld joint to execute search command. The software can also adapt to risers with other bar thicknesses to accommodate requirements mandated in some cities and states. “The end product is a perfect and uniform weld every time”, says Fier.
“Lincoln Electric designed a solution to find the welds on about three-quarters of a million parts on a daily basis,” Fier says. “It was a challenge, but it is a truly amazing system that works great.”
The difference in welding is impressive. Manually, welders usually averaged 80 to 100 manhole riser welds in an 8-hour shift. It takes less than 2 1/2 minutes for the System 55 to seamlessly rotate and weld one part on one unit but can do so on multiple parts without the costly time of changeover. With the tabletop, diameters are now switched out in one-fourth the time, it took to manually change fixtures, which Fier describes this as “lost time.”
Robot speed is a huge benefit, Fier says. “An employee can not only keep the robot going but can do other operations,” he points out. For example, while the robot is welding, an employee can assemble the turnbuckle inside the ring, essentially taking care of two production tasks simultaneously. Now the operator can weld and assemble an average of 150-200 manhole risers per day, ultimately doubling production.
At the same time the robot was installed, AHP switched from flux-cored wire to SuperArc® L-56® copper-coated MIG pulse wire, which saves the company 40 cents a pound on wire and reduces slag, smoke, spatter and grinding. Post-production grinding and clean-up are now eliminated, so risers are out the door quicker with higher efficiency.
Fier did his due diligence as he contemplated a welding robot solution. Ultimately, he chose Lincoln Electric because of a longstanding relationship between the two companies and the fact that Lincoln Electric can provide the necessary resources to answer any question or solve any technical issue that may arise. “I feel most comfortable with Lincoln Electric,” Fier stresses.
“We’re growing our employee base, but I was looking for ways to increase weld efficiency without having to hire more welders,” Fier says. “While there will always be certain welds that will have to be done by hand, we wanted to automate every part of production that we could, including welding.”
AHP’s future plans include more expansion. And as the company grows, it is looking for as many ways as possible to automate its production process. That includes welding output. Welding is a critical component of the production process. In fact, according to Fier, it is one of the hardest parts of the process, as well as one of the slowest links.
Speed of operation is vital to the company’s expansion plans. Currently, the company offers 1- and 5-day delivery for its Pivoted Turnbuckle manhole riser, putting it up to four weeks ahead of its competitors in terms of customer service. Fier, however, is not satisfied with the status quo; he wants even faster customer service. “We have to increase productivity while maintaining customer service,” he notes.

